Model NO.WT100/WT150
MaterialStainless Steel
Motor Power(kw)1~10
Raw MaterialPowder/Granule/Pellet
UsageChemical, Metallurgy, Mine
Voltage220V~600V
CertificationCE, ISO
Control MethodButton / PLC
Production Capacity5000 Pieces/Year
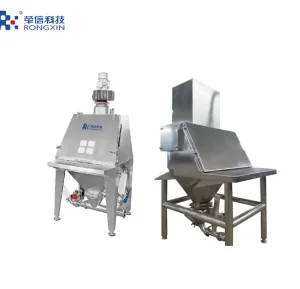
Small Bag Dust-Free Feeding Station
Step into the realm of unparalleled innovation with our meticulously engineered feeding station. Designed with precision, it seamlessly captures and contains dust, creating an environment of absolute cleanliness. Featuring a state-of-the-art centrifugal fan or exhaust pipe, the system crafts a negative pressure environment, expertly separating materials from the air and eliminating dust spread.
Additionally, during the filter cleaning phase, materials adhering to the filter mesh are deftly rechanneled back into the hopper, minimizing waste and enhancing efficiency. Designed for unpacking, releasing, and unloading small bag materials, this versatile machine integrates effortlessly with material suction machines, pipe chain conveyors, equipment entrances, and a myriad of applications.
1
Dust Control: Contains dust effectively, ensuring a pristine, safe, and efficient working environment compared to traditional methods.
2
Efficiency: Automated systems deliver a consistent feed rate, significantly elevating operational efficiency and reducing labor costs.
3
Accuracy: Significantly reduces material loss and assures precise dosing, critical for pharmaceuticals and food processing.
4
Hygiene: Fully enclosed design provides a robust barrier against external contaminants, maintaining high standards of cleanliness.
5
Worker Safety: Minimizes inhalation risks and direct contact with potentially harmful materials by automating the feeding process.
* The power specifications of additional fans are not included. Only compressed air for the backflush device is listed.
Founded in 2007, we are trailblazers in the design and implementation of sophisticated material handling automation systems. Our steadfast commitment to innovation has garnered numerous patents and accolades, including 'National High-Tech Enterprise' status.
Our premier offerings include dust-free enclosed feeding systems, sealed conveying systems, pneumatic conveying systems, and tube chain conveying systems. These solutions cater to sectors from metal materials and food processing to chemicals, pharmaceuticals, and new energy.
Frequently Asked Questions
How does the dust-free feeding station control pollution?
The system utilizes a centrifugal fan to create a negative pressure environment. This ensures that any dust generated during bag opening is sucked into the filter system rather than escaping into the workspace.
What materials are suitable for these machines?
The WT100 and WT150 models are specifically designed for handling powders, granules, and pellets across various industries like chemicals, food, and mining.
Can the station be integrated into existing production lines?
Yes, it is highly versatile and can be connected to material suction machines, pipe chain conveyors, or directly into equipment inlets using standard interfaces.
Is the filter system easy to maintain?
The station features an independent filter cartridge with a reverse blow (backflush) mechanism. This automatically cleans the filter and returns adhered material to the hopper, reducing maintenance frequency and waste.
What are the power and voltage requirements?
Our equipment supports a wide voltage range from 220V to 600V, making it adaptable to different international industrial standards. Motor power typically ranges between 1kW and 10kW depending on the configuration.
Are these machines certified for global use?
Yes, all units are manufactured to meet CE and ISO standards, ensuring safety, quality, and compliance for global industrial applications.