 Disposable Medical Surgical Zinc Oxide Adhesive Plaster PE Tape Non Woven Tape Silk Tape
Disposable Medical Surgical Zinc Oxide Adhesive Plaster PE Tape Non Woven Tape Silk Tape
Disposable Medical Surgical Zinc Oxide Adhesive Plaster PE Tape Non Woven Tape Silk Tape
Disposable Medical Surgical Zinc Oxide Adhesive Plaster PE Tape Non Woven Tape Silk Tape
 Surgical Medical Adhesive Disposable Non Woven Plaster PU Medical Wound Dressing
Surgical Medical Adhesive Disposable Non Woven Plaster PU Medical Wound Dressing
 Sterile Strong-Adhesion Medical Double Sided Adhesive Pet Surgical Tape
Sterile Strong-Adhesion Medical Double Sided Adhesive Pet Surgical Tape
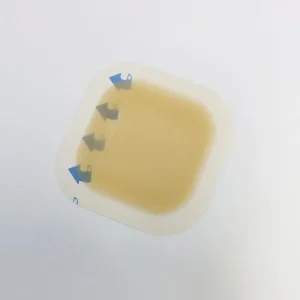 Hydrocolloid Wound Dressing Waterproof Self-Adhesive for Wound Care
Hydrocolloid Wound Dressing Waterproof Self-Adhesive for Wound Care
 Digital Electronic Video Colposcop Gynecological Medical Endoscope
Digital Electronic Video Colposcop Gynecological Medical Endoscope
 Medical Hospital Operating Room Surgical Instrument Operation Table Light
Medical Hospital Operating Room Surgical Instrument Operation Table Light
 China Sterilization Pouch - China Disposable Product Medical Supplies
China Sterilization Pouch - China Disposable Product Medical Supplies
The global medical adhesive tape market is currently experiencing an unprecedented surge, driven by an aging global population, the rising prevalence of chronic diseases, and a significant increase in surgical procedures worldwide. As of 2024, the market is valued at over USD 4.5 Billion and is projected to maintain a steady CAGR. Medical tapes are no longer just simple consumables; they have evolved into high-tech medical devices essential for wound management, securement of medical tubing, and post-operative care.
North America and Europe remain the largest consumers, but the Asia-Pacific region, led by China and India, is the fastest-growing hub for both manufacturing and domestic consumption due to rapid healthcare infrastructure upgrades.
The industry is shifting toward hypoallergenic silicone-based adhesives and breathable non-woven substrates to prevent Medical Adhesive Related Skin Injury (MARSI).
Global hospitals and B2B distributors are increasingly demanding "One-Stop Solutions"—factories that can provide high-tensile strength, sterilization assurance, and long shelf-life stability.
Innovation in the medical tape sector is currently focused on three core pillars: Patient Comfort, Clinical Effectiveness, and Sustainability.
Founded in May 2004, Jiangsu BRJ Medical Co., Ltd. is a leading manufacturer specializing in the research, development, production, and distribution of high-quality surgical sutures, surgical needles, and other related medical instruments.

We are committed to providing a wide range of products that meet the highest quality standards both domestically and internationally. Our products comply with major certifications including CE, ISO 13485, ISO 14001, ISO 45001, and we hold all the necessary production licenses to meet global market requirements. This ensures that every product we manufacture adheres to stringent safety, reliability, and effectiveness standards.
At Jiangsu BRJ Medical Co., Ltd., we firmly believe in the importance of innovation and continuous improvement. Our philosophy is built on modern techniques, superior quality, and complete customer satisfaction. Over the years, we have heavily invested in developing and integrating advanced technologies into our manufacturing processes. As a result, we have earned 29 invention patents and have successfully implemented fully automated production systems, which not only enhance product quality but also increase operational efficiency. This has helped us maintain our competitive edge in the ever-evolving healthcare industry.

Chinese manufacturers like BRJ Medical utilize fully automated production lines, ensuring high-volume output to meet large-scale hospital tenders and emergency global demands.
By leveraging a complete upstream and downstream supply chain (raw fabric, adhesive chemical plants, and packaging), we offer premium quality at competitive pricing.
Top 10 exporters in China adhere strictly to EU MDR and US FDA standards, making our medical tapes reliable for any healthcare market in the world.
Our medical adhesive tapes are engineered for diverse environments, adapting to local climate conditions and specific medical practices:
Our Vision: To become a world-class leader in medical device manufacturing by consistently offering innovative, high-quality solutions that support healthcare professionals and improve patient care worldwide.
Our ongoing efforts to stay ahead of technological trends and incorporate the latest advancements in our production processes.
Each of our products undergoes rigorous quality control and testing to ensure that we deliver only the best to our customers.
We aim to contribute positively to public health, environmental sustainability, and social well-being through our products and practices.
 Gr5 Ti-6al-4V Medical Titanium Alloy Round Bar for Surgical Implants
Gr5 Ti-6al-4V Medical Titanium Alloy Round Bar for Surgical Implants
 X-ray Line Medical Disposables Silicone Foley Catheter Medical Supply
X-ray Line Medical Disposables Silicone Foley Catheter Medical Supply
X-ray Line Medical Disposables Silicone Foley Catheter Medical Supply
X-ray Line Medical Disposables Silicone Foley Catheter Medical Supply
 Disposable K2/K3 EDTA 10ml/20ml Vacuum Blood Collection Tubes
Disposable K2/K3 EDTA 10ml/20ml Vacuum Blood Collection Tubes
 Dental Autoclave Sterilization Supplies for Dental Use
Dental Autoclave Sterilization Supplies for Dental Use
 Dental Examination Kit (Pack of 30) Medical Tools Shop
Dental Examination Kit (Pack of 30) Medical Tools Shop
 Medical PPE Protective Clothing Surgical Non Woven Coverall
Medical PPE Protective Clothing Surgical Non Woven Coverall
 ESR Dedicated Sodium Citrate Blood Tubes Blood Collection Tube
ESR Dedicated Sodium Citrate Blood Tubes Blood Collection Tube