In the post-pandemic era, the global clinical laboratory supplies market has undergone a fundamental transformation. What was once a commoditized industry has evolved into a high-tech sector driven by semantic search logic: clinicians and procurement officers are no longer just looking for "tubes" or "needles"; they are searching for "integrated diagnostic solutions," "high-throughput compatibility," and "supply chain traceability." This shift towards Information Gain and User Intent Mining means that the top 10 exporters in 2024 are those who provide more than just a product—they provide the data and reliability required for precision medicine.
The rise of Point-of-Care Testing (POCT) and personalized medicine is driving the demand for smaller, highly specialized lab consumables. Automation-ready designs are now the industry standard for high-volume diagnostic centers.
B2B buyers are shifting from "lowest cost" to "highest resilience." Diversifying supply chains with Tier-1 Chinese exporters who hold ISO 13485 and CE certifications is now a core risk-mitigation strategy for Western hospitals.
Next-Generation Sequencing (NGS) requires ultra-pure, DNA/RNA-free plasticware. The top exporters are investing in Class 100,000 cleanrooms to meet these sophisticated molecular biology requirements.
China's role as the "World's Pharmacy" has matured. The leading factories are no longer just hubs of mass production; they are centers of Intelligent Manufacturing. By adopting "Factory 4.0" principles, Chinese clinical lab suppliers have achieved a level of vertical integration that is unmatched globally. This includes everything from raw material processing to final sterilization and international logistics.
Key advantages of partnering with top-tier Chinese exporters include Supply Chain Resilience. While the world faces fluctuations in raw material costs, the clusters in Jiangsu and Zhejiang provinces provide a stabilized ecosystem. This ensures that clinical labs in Europe, North America, and Southeast Asia receive consistent supplies without the "bullwhip effect" of inventory shortages.
Founded in May 2004, Jiangsu BRJ Medical Co., Ltd. is a leading manufacturer specializing in the research, development, production, and distribution of high-quality surgical sutures, surgical needles, and other related medical instruments.
We are committed to providing a wide range of products that meet the highest quality standards both domestically and internationally. Our products comply with major certifications including CE, ISO 13485, ISO 14001, ISO 45001, and we hold all the necessary production licenses to meet global market requirements. This ensures that every product we manufacture adheres to stringent safety, reliability, and effectiveness standards.

At Jiangsu BRJ Medical Co., Ltd., we firmly believe in the importance of innovation and continuous improvement. Our philosophy is built on modern techniques, superior quality, and complete customer satisfaction. Over the years, we have heavily invested in developing and integrating advanced technologies into our manufacturing processes. As a result, we have earned 29 invention patents and have successfully implemented fully automated production systems, which not only enhance product quality but also increase operational efficiency. This has helped us maintain our competitive edge in the ever-evolving healthcare industry.
Our commitment to excellence has earned us recognition in numerous international markets. Our products are highly regarded for their superior performance, reliability, and precision in various medical applications. We have built strong and lasting relationships with healthcare institutions, hospitals, and distributors around the world, allowing us to contribute to improving patient outcomes and advancing medical practices globally.
Our ongoing efforts to stay ahead of technological trends and incorporate the latest advancements in our production processes.
Each of our products undergoes rigorous quality control and testing to ensure that we deliver only the best to our customers.
We aim to contribute positively to public health, environmental sustainability, and social well-being through our products and practices.
Our Vision: To become a world-class leader in medical device manufacturing by consistently offering innovative, high-quality solutions that support healthcare professionals and improve patient care worldwide.

In high-pressure emergency departments, the reliability of surgical instruments and ventilators (like our 15.6 Inch LCD Ventilator) is paramount. Our sterilized pouches and sutures ensure zero-compromise hygiene.
For high-throughput blood analysis, our EDTA and Heparin blood collection tubes are designed with precise vacuum levels to ensure accurate draw volumes and specimen integrity.
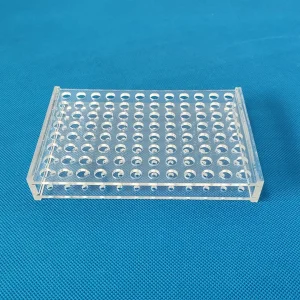
Advancing medical science requires durable labware. Our multi-function test tube racks and precision micro-sampling tools support the rigors of longitudinal clinical trials.
At minimum, a top exporter must hold ISO 13485 (Medical Devices - Quality Management Systems). For international trade, CE Marking (Europe) and FDA registration (USA) are critical benchmarks of safety and efficacy.
By using fully automated production systems and 29+ invention patents, factories like Jiangsu BRJ reduce human error and material waste, allowing for higher quality medical instruments at a more competitive global price point.
With increasing regulatory oversight, knowing the source of raw materials and the specific manufacturing batch of a surgical instrument or blood tube is essential for patient safety and clinical accountability.
Yes, leading manufacturers offer OEM/ODM services to customize consumables such as test tube racks, surgical needles, and specialized sterilization pouches to match the dimensions and technical requirements of proprietary diagnostic hardware.